
Sähköpostin muotovirhe
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



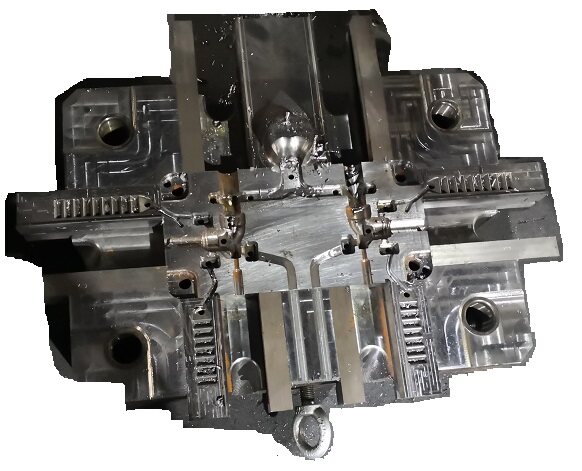
Useita kohtia, jotka on huomattava die -valettujen käytön suhteen
3). Voiteluaineen valmistus
A.Full Loss System Oil 85% -90% + Grafiitti 10% -15%;
B.Heavy Oil: 100%;
C.Paraffiini 30% + keltainen vaha 30% + vaseliiniöljy 14% + grafiitti 26%;
D.Grafiitti 25% + glyseriini 20% + vesilasi 5% + vesi 50%;
4). Asiat, jotka tulisi huomata voiteluainetta käytettäessä
A.lubiaattia voidaan käyttää tyyppisellä ontelolla ja siirrettävällä osan pinnalla;
B.lubcricin Spray -määrän tulisi olla vähemmän joka kerta, ja se on tasainen, on parasta muodostaa kalvo tyypin pinnalle ruiskutuksen jälkeen.
V. Muotinvalun muotin säätöpitoisuus
Muotinvalumuotin valmistumisen jälkeen on tarpeen säätää oikeat suulakkeen valuolosuhteet ja prosessiparametrit vakavan muotin valun saavuttamiseksi ja pätevien valujen tuottamiseksi.
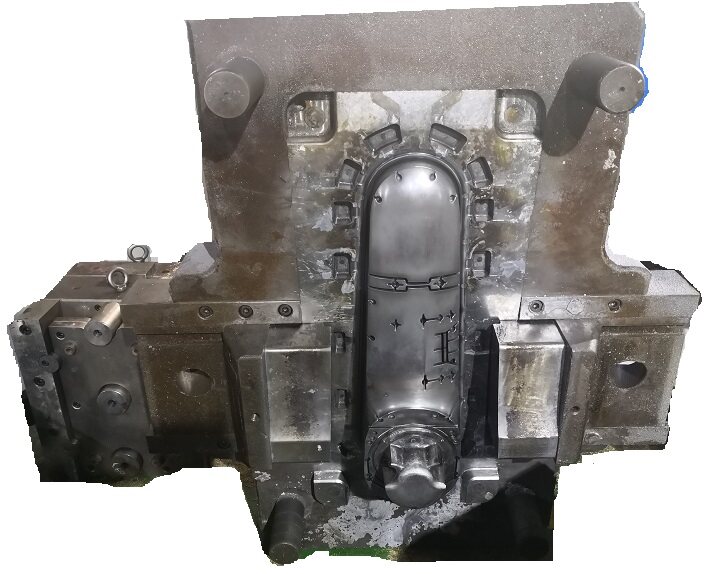
Ennen kuolevaa testiä Die Test -henkilöstön on tarkistettava kevytmetalli -valujen raaka -aineet suulakerakenteen, suorituskyvyn, olosuhteiden, prosessien ja toimintamenetelmien ominaisuuksien ymmärtämiseksi.
Oikea valinnaisten muotoiluolosuhteiden valinta on avain die-kokeen säätämiseen. Usein kohtaavat tällaiset ongelmat, vaikka muotin suunnittelu ja valmistus ovat erittäin oikein, mutta suulakkeiden ja muodostumisolosuhteiden väärän valinnan vuoksi sama ei voi painaa pätevää valua. Päinvastoin, joissakin tapauksissa muotin olosuhteet voidaan säätää muotin puutteiden voittamiseksi ja painettavan valettujen valettujen purkamiseksi. Siksi Die -testihenkilöstön on oltava perehtynyt muotinvaluolosuhteiden, muotin aktiiviseen periaatteeseen, rooli ja keskinäinen suhde valittaisiin ja kohtuudella säätämään muotinvalu -olosuhteet oikein.
Muutteisten valujen muodostumisolosuhteiden sisältöön kuuluvat: materiaalin sulamislämpötila, suulakkeen lämpötila ja sulan lämpötila, injektiopaine, suulakkeiden lukitusvoima, suulakkeen avausvoima, puristus laukaussuhde ja purskeen nopeus vaaditaan valmistusosien tilan mukaan. Lopuksi muotinvalutuotteet tulisi korjata ennen täydellisten muotinvaluosien hankkimista.
Copper-Zinc Alloy 850-960
Muutteisen lejeeringin lämpötilan valintaperiaate:
1) mitä alhaisempi kaadetun metallin lämpötila, sitä pidempi suulakkeen käyttöikä;
2) Vain matalan lämpötilan suulakkeella on mahdollista vähentää pakokaasusäiliön syvyyttä ja vähentää metallin nesteen roiskumisen vaaraa;
3) Matalan lämpötilan valettaminen voi vähentää puristuskammion ja ylätangon kiristymismahdollisuuksia;
4) Matalan lämpötilan valuminen voi vähentää valun kutistumisreiän ja halkeamien tuotantoa.
Lyhyesti sanottuna, kun prosessiolosuhteet sallivat, suulakkeiden seoksen lämpötila tai valitse matala lämpötila kuolemaan valu.
3, muottityön työlämpötila
Muotinvalumuotin työlämpötila vaihtelee sen suulakeskeilmiseoksen mukaan. Seuraavat ovat useiden seosmuottien suositeltavia arvoja valintaa varten:
Muotin nimi Työlämpötila / ℃
Sinkkiseosmuotti 150-180
Alumiiniseosmuotti 180-225
Magnesiumseosmuotti 200-250
Kupari sinkkiseosmuotti 300
Muotinvalujen työlämpötilan periaate:
1) Muotin lämpötila on liian matala, valun sisäinen rakenne on löysä, ilmanpurkaus on vaikeaa, vaikeaa muodostaa;
2) Muotin lämpötila on liian korkea, valun sisäinen rakenne on tiheä, mutta valu on helppo "hitsata" muotin onteloon, tahmea muotti
Valan purkaminen ei ole helppoa, ja korkea lämpötila laajentaa itse muottia ja vaikuttaa valun koon tarkkuuteen.
3) Muotin lämpötila tulisi valita asianmukaisella alueella, yleensä asianmukaisen testin jälkeen vakion lämpötilan säätö on kohtuullinen.
4, muotinvalun muotin voitelu
1). Voitelun tarkoitus
Voitelu toimii erotteluaineena suulakkeelle ja suulakkeelle; Kun die-valun ja puristimen aktiivinen osana vähentää kitkaa, parantaa suulakkeen käyttöiän käyttöä ja vähentää muotin elämää pitkän toiminnan lämpöväsymyksen vuoksi.
2). Voiteluainevaatimukset
Voiteluaineiden valinnan on täytettävä seuraavat vaatimukset:
A. Die -valu ei voi tarttua tyyppiin onkaloon;
B. Teräsmateriaali, joka ei voi syöpistää muottityyppistä pintaa;
C.Laitettavissa myrkyllisiä kaasuja;
D. ei tuota tuhkaa lämmittäessä;
E. sen jälkeen, kun voitelu on kiinnitettävä tasaisesti tyyppiin onteloon ja työpintaan ilman, että korkeapaineinen metalli pestiin.