
Sähköpostin muotovirhe
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Die casting mold (cold chamber)
Kuole valumuotti (kylmäkammio)
1. Mistä osista suulakkeet koostuvat?
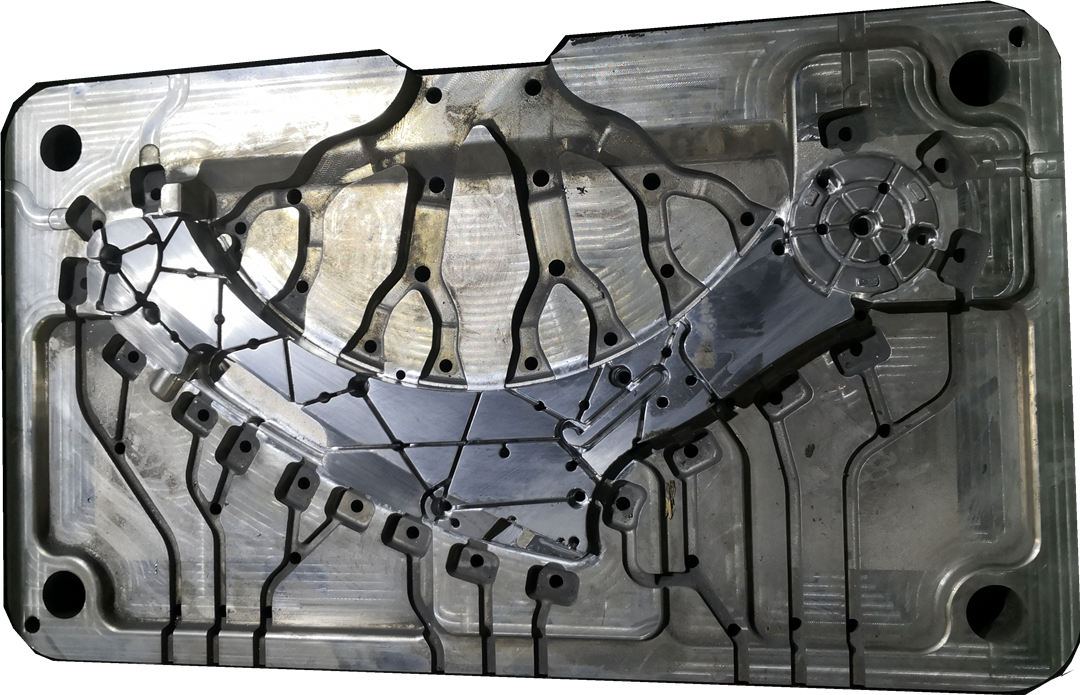
V: Muutteisen muotin rakenne voidaan jakaa seuraaviin osiin sen toimintojen mukaan: (Kuva alla)
(1) Muodostusosa (liikkuva ydin, muodostuminen, ydin jne.)
(2) Mframe -osa (siirrettävä homeen sirpale, AB -levy, kiinnike ja jalka)
(3) Ohitusjärjestelmä (kaataminen poistoaukko, ohjauskartio, poikittainen kaatamiskanava ja sisääntulon tuuletusaukko)
(4) Ylivuodon purkausjärjestelmä (ylivuotosäiliö, höyrynpakojen säiliö)
(5) Ylhäältä mekanismi (vastapää, vastapohjan kiinnityslevy, ylhäältä levy, nollata sauva)
(6) Opasosat (opas -sarake, opasholkki, keskimmäinen opas -sarake, keskimmäinen opasholkki)
(7) Ydinpoistomekanismi (ydinpoisto liukusäädin, kalteva opas -sarake, kompakti lohko, jousi jne.)
(8) Muu (jäähdytysjärjestelmä, lämmitysjärjestelmä, vahvistuspylväs jne.)
2. Mikä materiaali on valettavan muotin aiheuttama?
V: Muotinvalmistemme on pääasiassa seuraavista terästuotteista:
(1) H13 (lämmönkestävä teräs) etu- ja takaosan ytimenä, pumppausydin, kaatapeite, ohjauskartio jne.)
(2) 45 # Steel (A, B -levy, liukusäädin, kalteva opaspylväs jne.)
(3) T8, T10 (opas -sarake, opasholkki, tunkeutuminen, palautustanko jne.)
(4) A3 -teräs (etu- ja taka- ja takimuodot, tarjotin, nastalevy, die jalka jne.)
3. Mikä on kuolevan ulottuvan ytimen lämpökäsittelykovuus? Mitkä ovat liian pehmeät ja liian kovat seuraukset?
V: Muotin ydinlämpökäsittelyn suurin kovuus on: HRC45 ~ 48. Hoito on liian pehmeä (alempi kuin HRC43), suulakkeen ydin on helppo romahtaa, muodonmuutos ja liima; Jos käsittely on liian kova (korkeampi kuin HRC50), muotin ydin on helppo repiä, ja jotkut osat saavuttavat HRC58-60: n nitridin jälkeen (esim. G., kaatavan kannen, insertit jne.).
4. Mitkä tekijät otetaan huomioon valumuotissa valittaessa muotinvalukoneen?
Vastaus: (1) die -asennus (ts. Voidaanko tämä muottikone asentaa tällä muotilla, liittyy Corolin -pylvään sisäpylvään etäisyyteen ja sijaintiin);
(2) metallisen nesteen kaatamismäärä (die -valun puristinkammion kapasiteetti riittää);
(3) muovausvoima (kun kohtuullinen ominaispaine säädetään, muovausvoima riittää muotin lukitsemiseen);
(4) painekohtainen paine (varmistaa valun osien laatu);
(5) Avaa moodimatka (voi ottaa tuotteen pois).